| Home |
Bronze casting class at the Center for Wooden Boats at Lake Union in the center of Seattle, Washington |
April 21st and 22nd, 2007 |
| |
| Sam Johnson teaches a two-day bronze casting class at the Center for Wooden Boats (CWB) in downtown Seattle. Renee and I signed up, but Renee caught a cold the day before and was devastated that she could not attend. This was an excellent course, simply unbelievable how simple it is to cast these very expensive fittings. |
|
Get the Flash Player to see this player.
|
Above - click on the frame to see a video of Sam pouring a bronze compass rose. He's pouring into the casting mold for the compass rose shown in the photos below.
|
| |
| |
 |
| Above - Sam is discussing the homemade furnaces we used to melt the silicon bronze. Edel O'Connor (behind Sam) is the CWB's Skills Workshop Manager, she's the person to contact when signing up for a Skills class at the CWB. |
 |
| Above - the blast part of the furnace - a Grainger squirrel-cage blower mounted to a 1" pipe with a propane line feeding the propane injector. Very homemade, very cheap and very effective. |
 |
| Sam talks about the propane injector that is connected to the hose that is connected to the barbecue propane tank. Very simple, just drill about a .200" hole in the 1/4 NPT pipe and stick in the 1" pipe and Klaar is Kees! |
 |
| Above - here's the finished set-up: One 5 gallon paint can cut into three pieces and lined with kiln cement, the blast tube with blower installed in the hole cut into the can and the propane tanks connected. |
 |
| Above - you can see the carbide-silicon crucible in the background - that's the crucible that holds the bronze in the kiln and in which the bronze melts. The boxes Sam is holding are the sand casting mold. There are some patterns lying on the table in the foreground. (The cast patterns are painted black) |
 |
Above - the two mold halves fit together with the tapered keys. |
 |
| Above - Sam shows the grooves on the inside of the mold box that help to hold the sand in the box after tamping. |
 |
Demonstrating placement of the flues, pour spout and pattern piece. |
 |
| Above - Sam places the round pattern for the compass rose we will cast. More patterns laid out in the top left of the photo. |
 |
| Above - a bucket full of casting sand. Below - parting powder is spread on the pattern and flue mold laying on the work board, prior to pounding the sand in. |
 |
| |
 |
| Above - the pattern and flue placed in position with parting powder dusted over. Below - pounding the sand into the mold box around the pattern with the steel pounder. |
 |
| Below - Once the sand is pounded into the mold, the bottom half of the mold is turned over and the additional flue pieces are placed. |
 |
| Below, the upper mold box is placed into position over the lower half, more parting compound is spread over the mating half. |
 |
| Below - Sam places a pouring flue on the spreading flue. |
 |
| Below - the upper part of the mold in place with the chimney flue and more sand getting pounded in. I'm sure I've lost you by now and that's why you have to take this class, it's just amazing how all this turns into an beautiful bronze casting in about an hour or two. |
 |
Below - A Kenmore Air Beaver (maybe an Otter) departs Lake Union for points north. |
 |
Below - Sam using the melon ball tool to form the pouring flue - the black flue form is removed. |
 |
| Below - the box halves are separated and the flue and pattern molds are removed - carefully. |
 |
|
 |
|
 |
| Below - Here is the finished sand casting mold. Next the upper half of the mold goes back on with the patterns removed and we pour the melted bronze into the mold. |
 |
|
 |
Above - a finished bronze casting made from the pattern shown below. |
 |
|
 |
| Above - The GloryBe sits dockside at the center for Wooden Boats. Below you can see the gangway down to the docks. The building floating at the middle of the docks is the main boathouse of the CWB. |
 |
Below - The sand we used for the casting molds. |
 |
| Below - We started the furnaces at 1100, now it's 1300 and the crucibles are placed upside down over the vent holes to get them nice and hot. Next we charge the furnace with chopped up silicon bronze. |
 |
| Below - Another shot of the GloryBe in front of the main CWB building - the boathouse. This is at the south end of Lake Union in the center of Seattle, WA. |
 |
Below - a Dark Harbor maneuvering in for the dock. |
 |
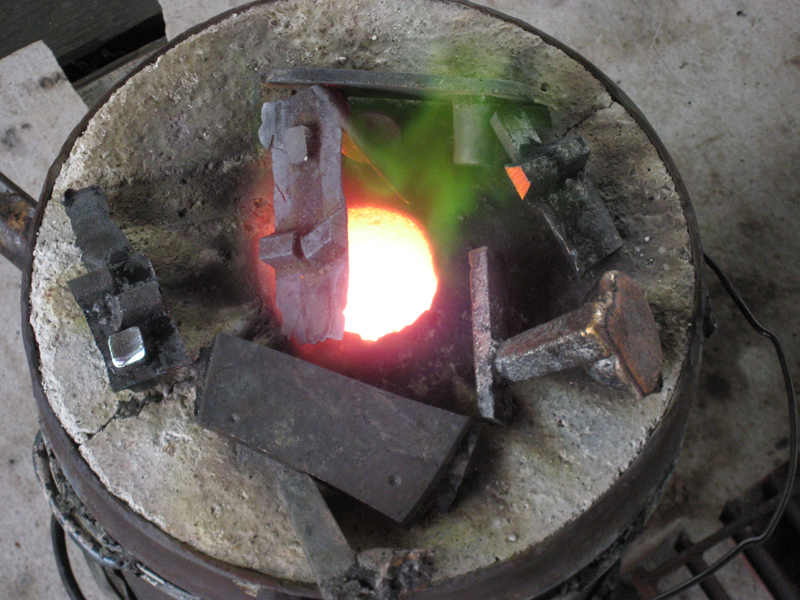
| Below - the furnaces are hot, the bronze is melted, ready for a pour. The green color of the fire coming out of the vent hole indicates a very hot, oxidizing flame. The blower control ports (plywood over the squirrel cage blower) is full open and that means a lot of oxygen is being introduced to the furnace causing a tremendous amount of heat to be produced in that paint bucket. Ya gotta love backyard engineering! |
 |
Below - pieces of scrap bronze placed around the vent hole pre-heating - they're next into the crucible inside the kiln. |
 |
Below - Rick uses the portable bandsaw to cut the bronze ingots into crucible-sized pieces. Sam looks on and instructs. |
 |
Below - I start the process of making my first sand-casting. |
 |
Below - Here is the casting mold for the first cleat I poured. |
 |
| |
| |
| |
|
 |
Above - my mold after pouring. |
 |
| |
 |
Above and below - the mold split in two with the cleat casting still in the sand. |
 |
Below - after some clean-up, below is a rough finished cleat. |
 |
| |
 |
| The Northwest division of the Classic Yacht Association sailed in to the CWB and tied up for the afternoon. Some nice classic vessels here. |
 |
Above - I think this is a Shain design, very nice. |
 |
| Above - a Chris Craft. Below, the product of two days of bronze casting class, two cleats and two line guides. The guides are still in the as-cast condition with all of the flash still attached, some sawn away. One cleat is semi-finished, flash ground off. The big cleat has had some grinding and sanding - next step polishing on the buffer wheel. |
 |
| Below - the bronze sand casted cleat, mold flash sawn off with the portable bandsaw, die grinder used to clean up the mold lines, sanded with 220 on a 5" DA sander, final sanded by hand with 1500 wet or dry sandpaper, and finally buffed with some Metall polish on the buffing wheel. Next, I'll drill the mounting holes and the oblong hole through side of the cleat, dress them up and polish again. |
 |